| 产品特性:管道支吊架 | 材质:碳钢 | 产地:河北沧州 |
| 品牌:宏科华 | 货号:0212 | 公称外径:DN15-DN2000mm |
| 壁厚:3-22mm | 长度:12m | 执行标准:GB/T23257-2009 |
| 热导率:98W/(m.K) | 线膨胀系数:0.131/K | 纵向回缩率:0.12% |
| 内径:DN15-DN2000mm | 公称压力(PN:6-60MPa | 规格:国标 |
| 是否跨境货源:否 |

弹簧支吊架主要用于电厂汽水管道或锅炉设备、在运行中产生热位移及其设备装置上。根据管道受力情况计算确定的弹簧支吊架工作和热位移要求,本厂将弹簧支吊架按照设计荷载进行整定:即弹簧预压并所定冷态荷载位置上;同时标上冷态时的理论理论工作位置。
弹簧支吊架的工作原理不得有一点偏差,支吊架的荷重垂直直接与弹簧力相平衡,弹簧力等于弹簧刚度与压缩值的乘积。当支吊点产生垂直方向的热位移时,弹簧压缩值发生改变,支吊架的荷重也就发生变化, 这时如果能选择合适的弹簧,支吊架的荷重变化就会限制在某一允许范围之内,从而不会发生像刚性支吊架那样荷重大幅度变化或完全不吃力的情况。
支吊架T、TH结构形式和型号表示方法:
支吊架根据安装形式分为、TH1中间连接吊架弹簧、TH2上下连接吊架弹簧、TH3支架弹簧三种型号。
TH1 又分为A、B、C三种类型;TH1 A( T1 )为单耳连接吊架弹簧;TH1 B( T2 )为双耳连接吊架弹簧;TH1 C为螺纹连接吊架弹簧;这三种类型弹簧,主要用于悬挂在钢梁、管梁、底板上。
TH2 ( T3 )适用于安装在钢梁上;
TH3 ( T4 )主要用于搁置在基础、钢梁、楼板上
;T5并联悬吊型。
可变式弹簧支吊架有四大系列,主要是由西北电力设计院设计的 T1、T2、T3、T4、T5型系列、华东电力设计院设计的TH1、TH2、TH3型系列、TD系列(JB/J8130.2-1999)和化工设计院设计的VS系列,其系列的基本特性相同,承载力为20daN-21000daN。结构形式主要有悬吊式、支承式和并联悬吊支承式。可变弹簧支吊架主要由圆柱螺旋弹簧、位移指示板、壳体及松紧螺母等零件组cheng.
可变弹簧支吊架主要由圆柱螺旋弹簧、位移指示板、壳体及松紧螺母等零件组成。可变弹簧支吊架按安装方式的不同,分为A、B、C、D、E、F、G七种型式。
A型----上螺纹悬吊型;
B型----单耳悬吊型;
C型----双耳悬吊型;
D型----上调节搁置型;
E型----下调节搁置型;
F型----支撑搁置型;
G型----并联悬吊型;
注意事项:
(1)由制造厂按用户提供的安装载荷,用上、下两块定位块将弹簧支吊架的指示板固定在与安装载荷相应的位置上,使弹簧支吊架暂处于刚性状态。
(2)管道经清洗、水压试验后,取下上、下定位块,方可将管道投入使用。
(3)管道开始运行时,首先检查定位块是否合部拆除,再检查指示板从安装载荷到工作载荷的位移过程中有无卡阻现象。
(4)管道投入正常运行后,检查弹簧支吊架在工作载荷 时的位移是否与设计一致。管道停止运行后,检查指示板是否复位到安装载荷的位置。检查弹簧的吊架紧扣性等。
恒力弹簧支吊架的设计原理是根据物理力学力矩平衡的原理设计出来的,恒力弹簧支吊架在许可的负载位移下负载力矩和弹簧力矩始终保持力矩平衡。对用恒力弹簧支吊架作为支承的管道或设备在发生位移时,恒力弹簧支吊架可以给管道或者设备提供恒定的支承力,因而不会给管道或设备带来附加应力。恒力弹簧支吊架一般用于需要减少位移应力的地方,如电站锅炉本体、发电厂的汽、水 、烟、风管及燃烧器等悬吊部分,以及石油、化学工业中需要此类支承的地方。当管道系统内某吊点的热位移大于12mm,宜选用恒力弹簧支吊架来支承,以避免管道系统产生危险的弯曲应力及不利的应力转移。
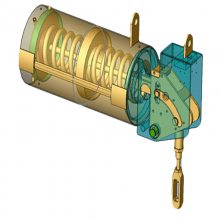
恒力弹簧支吊架技术特点:额定载荷:0.2~400kN 位 移:0~508mm,允许现场荷载调节量:±10%。恒力弹簧支吊架技术参数:全行程内规定荷载离差(包括摩擦力)≤6%,全行程内荷载平均值与设计荷载离差≤2%,锁定时,可承受2倍大工作荷载.恒力弹簧支吊架工作原理:弹簧式恒力支吊架根据力矩平衡原理设计。它依靠精巧的几何设计,使负荷力矩和弹簧力矩在工作过程中始终平衡,以保持恒定的支承力,可以消除或减小对管道或设备的附加应力。主辅弹簧式恒力支吊架是按主弹簧力与辅助弹簧力共同作用下合力恒定的原理设计的。恒力弹簧支吊架结构型式:恒力弹簧支吊架主要由圆柱螺旋弹簧、固定框架、回转框架及运动机构、调节装置、弹簧罩筒等组成。
恒力弹簧支吊架制造的技术要求:
1、 产品应按规定程序审批的图样及技术制造。
2 、产品所采用的材料牌号应符合图样要求,材质应符合***规定,并有质保书。
3、 弹簧刚度的极限偏差应为±10%。
4 、在自由状态下,弹簧轴心线对两端面的垂直度不超过自由高的2.5%。
5 、弹簧自由高的极限偏差为自由高的±2%。
6、 需作热处理的零件,其硬度值应符合图样规定。
7 、产品应按订货要求的位移方向锁定出厂。
8 、焊接与焊缝应符合图样和技术文件规定。
9 、焊缝表面不得有裂纹、夹渣、气孔、弧坑和超过0.5mm 深的咬边。